 TR
TR EN
EN
Farklı Boya Kabini Tasarımlarının Mühendislik İlkeleri ve Endüstriyel Uygulamaları
Giriş
Kapalı boya kabinleri, kontrollü hava akışı, kirlilik önleme ve tutarlı kaplama kalitesi sağlamak amacıyla tasarlanmış profesyonel boyama ortamlarıdır. Hava hareketi, filtrasyon ve egzoz sistemlerini yöneterek hem operatörü hem de çevreyi korurken verimli oversprey uzaklaştırması sağlarlar.
Kabin konfigürasyonunun seçimi; gereken yüzey kalitesi, üretim hacmi, kullanılabilir alan ve yatırım düzeyine bağlıdır. En yaygın üç hava akışı konfigürasyonu Yatay Hava Akışlı, Yanlardan Emişli ve Zeminden Emişli (Dikey Hava Akışlı) sistemlerdir. Bu makale kuru filtreli kapalı boya kabini sistemlerine odaklanmaktadır. Boya kabinlerinde kullanılan filtre tipleri hakkında ayrıntılı bilgi için ayrı makalemizi inceleyebilirsiniz: Boya Kabinlerinde Filtre Sistemleri.
1) Boya Kabini Tipleri
Farklı boya kabini tiplerini inceleyelim ve çeşitli modellere genel bir bakış atalım.
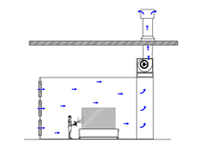
A) Yatay Hava Akışlı Boya Kabinleri
Yatay Hava Akışlı Boya Kabinleri, en ekonomik kapalı boya kabini konfigürasyonudur. Çalışma alanında yatay hava akışıyla çalışır. Basit tasarımı ve maliyet verimliliği sayesinde genel endüstriyel uygulamalarda yaygın olarak kullanılmaktadır.

Hava Akışı Prensibi
Hava bir duvardan girerek boyanan nesnenin üzerinden yatay olarak geçer ve karşı duvardan emilerek dışarı atılır.
Avantajlar
- Diğer modellere kıyasla daha düşük yatırım maliyeti
- Downdraft zemin çukurları gibi çukur gereksinimleri yoktur
Önerilen Uygulama Alanları
- Tek yönden boyama uygulamalarına uygun parçalar.
- Endüstriyel ekipmanlar
- Orta kaliteli kaplama işlemleri
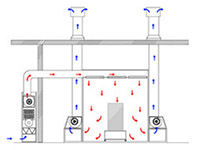
B) Yanlardan Emişli Boya Kabinleri
Yanlardan Emişli Boya Kabinleri, filtrelenmiş havanın tavandan girerek iş parçasının üzerinden aşağıya doğru hareket ettiği ve kabinin alt yan duvarlarındaki egzoz filtrelerinden emildiği bir boyama sistemidir. Tam zemin egzoz sistemi gerektirmeden downdraft performansına yakın bir verim sağlar.

Hava Akışı Prensibi
Filtrelenmiş taze hava tavan filtrelerinden girer. Hava, boyanan nesnenin üzerinden dikey olarak aşağı doğru akar. Kirli hava ve oversprey, alt yan duvar egzoz filtrelerine doğru çekilir. Hava akışı, dikey aşağı hareketi yan emişle birleştirir.
Avantajlar
- Tam zemin çukuru sistemi gerekmez
- Tam downdraft sistemine kıyasla daha düşük kurulum maliyeti
- Büyük ve ağır nesneler için uygundur
Önerilen Uygulama Alanları
Fabrika zeminlerinde downdraft hava akışı için çukur inşaatı yapmak istemeyen müşteriler için uygundur. Güçlü zemin gerektiren büyük ve ağır ürünler için idealdir.
- Endüstriyel üretim tesisleri
- Kamyon ve otobüs boyama
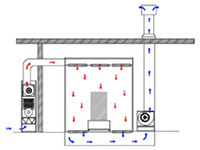
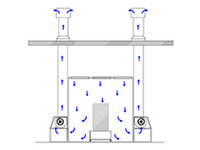
C) Zeminden Emişli (Dikey Hava Akışlı) Boya Kabinleri
Zeminden Emişli (Dikey Hava Akışlı) sistem, kapalı boya kabinlerinde yüksek düzeyde hava akışı kontrolü sağlar. Tavandan zemine düzgün dikey hava akışı sağlayarak yüksek kirlilik kontrolü ve üstün yüzey kalitesi sunar.

Hava Akışı Prensibi
Filtrelenmiş hava tam tavan plenumu boyunca eşit şekilde dağıtılır. Hava akışı, boyanan nesnenin üzerinden dikey olarak aşağı doğru hareket eder ve egzoz çukuru sistemine bağlı ızgaralı zemin aracılığıyla emilir. Bu dikey hava akışı türbülansı en aza indirir ve overspreyın taze boyanmış yüzeylere temas etmesini önler.
Avantajlar
- Yüksek kaplama kalitesi
- Mükemmel hava akışı tekdüzeliği
- Yüksek oversprey uzaklaştırma verimliliği
Önerilen Uygulama Alanları
Çukur inşaatı yapabilen veya zemin emişini karşılayacak şekilde boya kabinlerini zeminden yükseltebilen müşteriler için uygundur.
- Otomotiv OEM üretimi
- Havacılık bileşenleri
- Yüksek parlaklıklı endüstriyel kaplama
- A sınıfı yüzey kaplama işlemleri
2) Boya Kabinlerinde Parça Taşıma Sistemleri
A. Kabin İçi Askılı Konveyör Sistemi
Askılı Konveyör Sistemi, tavan yapısına monte edilmiş askılı konveyörler kullanarak parçaları boya kabini boyunca taşır. Bileşenler taşıyıcılara asılır ve önceden belirlenmiş bir ray hattı boyunca hareket eder.

Çalışma Prensibi
Parçalar, çalışma alanının üzerine monte edilmiş motorlu bir ray sistemi aracılığıyla kancalara veya fikstürlere takılarak taşınır. Bu, zemin alanını açık tutar ve sürekli üretim akışına olanak tanır.
Avantajlar
- Kabin yapısında ek açıklık gerektirmez; kontrollü ortamın bütünlüğü korunur
- Solvent bazlı kaplama ortamları için ATEX sertifikalı exproof konfigürasyonlarla uyumludur
- Minimum manuel müdahaleyle sürekli üretim akışı sağlar
- Parçalar taşıma sırasında döndürülerek hattı durdurmadan çok açılı kaplama yapılabilir
B. Dış Köprülü Vinç Sistemi
Dış Köprülü Vinç Sistemi, boya kabini yapısının üstünde ve dışında raylara monte edilmiş bir vinç kullanarak iş parçalarını kaldırıp kabine yerleştirir. Bu yaklaşım, dahili konveyör sistemine duyulan ihtiyacı ortadan kaldırırken çok büyük veya istisnai ağır bileşenlerin taşınmasına olanak tanır.

Çalışma Prensibi
İş parçaları, kancalar, zincirler veya spreader kirişler kullanılarak dış köprülü vinç tarafından kaldırılır. Vinç, kabinin üzerindeki raylarda ilerler ve parçayı büyük erişim kapıları veya açık tavan tasarımı aracılığıyla doğrudan kabine indirir. Kaplama sonrasında vinç parçayı kaldırarak bir sonraki üretim aşamasına taşır. Tek bir vinç birden fazla kabine veya çalışma alanına hizmet verebilir.
Avantajlar
- Çok büyük ve son derece ağır iş parçalarını taşır
- Kabin içinde dahili konveyör kurulumu gerektirmez
- Tek vinç birden fazla kabine veya üretim alanına hizmet verebilir
- Tam entegre konveyör sistemlerine kıyasla daha düşük kabin yatırımı
- Farklı parça boyutları ve geometrileri için esnek kullanım
C. Zemin Ray Sistemi
Zemin Ray Sistemi, zemine gömülü veya monte edilmiş ray hatları kullanarak parçaları taşır. Arabalar veya platformlar, ağır bileşenleri kabin boyunca iletir.

Çalışma Prensibi
İş parçaları, zemine monte edilmiş raylar boyunca hareket eden tekerlekli arabalar üzerine yerleştirilir. Bu sistem özellikle büyük ve ağır bileşenler için uygundur.
Avantajlar
- Yüksek yük taşıma kapasitesi
- Ağır sanayi uygulamaları için uygun
- Kararlı ve güvenli taşıma
- Kolay bakım erişimi
D. Manuel Tekerlekli Araba Sistemi
Manuel Tekerlekli Araba Sistemi, en basit ve en uygun maliyetli parça taşıma yöntemidir. İş parçaları tekerlekli arabalar veya platformlar üzerine yüklenir ve operatörler tarafından boya kabinine itilir. Bu yaklaşım motorlu sürücü sistemi veya sabit altyapı gerektirmez ve herhangi bir kabin konfigürasyonunda kolayca uygulanabilir.
Çalışma Prensibi
Parçalar, kabin dışındaki bir hazırlık alanında tekerlekli araba veya arabalar üzerine yüklenir. Operatörler yüklü arabaları kabin kapılarından içeri iterek boyama için konumlandırır. Boyama işlemi tamamlandıktan sonra arabalar bir kuruma veya fırınlama alanına çıkarılır. Elektrik bağlantısı veya sabit kılavuz ray gerekmez.
Avantajlar
- En düşük yatırım ve kurulum maliyeti
- Minimum bakım gereksinimleri
- Farklı parça tipleri ve boyutları için maksimum esneklik
- Özel zemin altyapısı veya elektrik sistemi gerektirmez
- Üretim düzenlerini yeniden yapılandırmak veya genişletmek kolaydır
3) Boya Kabini Kapı Tipleri
Kapalı boya kabininin kapı sistemi, parçaların boyama alanına giriş ve çıkışını belirler. Doğru kapı tipi; parça boyutu, üretim akışı ve mevcut zemin alanına göre seçilmelidir.
A) Manuel Menteşeli Ön Kapılar
Manuel menteşeli kapılar, kapalı boya kabinleri için en basit ve en uygun maliyetli giriş çözümüdür. Menteşeler üzerinde açılır ve elle kumanda edilir. Otomatik erişimin gerekli olmadığı düşük hacimli üretim veya küçük kabinler için uygundur.
- Düşük yatırım ve bakım maliyeti
- Mekanik tahrik sistemi gerektirmez
- Küçük parçalar ve düşük üretim hacmi için uygundur

B) Otomatik Motorlu Bifold Kapılar
Motorlu bifold kapılar iki bölüme katlanarak açılır; böylece kapının açılımı için gereken zemin alanı en aza indirilir. Elektrikli olarak çalışır ve üretim döngüleri sırasında otomatik açılıp kapanma için kabin kontrol sistemiyle entegre edilebilir.
- Kompakt açılış alanı sayesinde dar alanlarda uygulanabilir
- Üretim akışında hızlı döngü süreleri sağlar
- Kabin havalandırma sistemiyle kilitli çalışacak şekilde entegre edilebilir

C) Rulo Kapılar
Rulo kapılar, geniş erişim açıklığı gerektiren boya kabinleri için alan açısından son derece verimli bir çözümdür. Kapı, açıklığın üzerindeki tambur mekanizmasına doğru yukarı doğru açılır ve zemin alanını tamamen serbest bırakır. Büyük ve ağır iş parçaları ile araç boyutundaki ürünler için özellikle tercih edilir.

- Maksimum açıklık genişliği ve yüksekliği sağlar
- Kapı açılımı için zemin alanı kullanmaz
- Büyük iş parçaları ve araç boyutundaki ürünler için uygundur
4) Pozitif ve Negatif Basınçlı Kabinler
A) Pozitif Basınçlı Kabinler
Pozitif basınçlı bir kabinde hem besleme (emme) fanları hem de egzoz fanları aktif olup besleme hava akışı egzozdan biraz fazladır. Bu durum, çevre ortamından marjinal düzeyde daha yüksek bir iç hava basıncı oluşturur. Sonuç olarak hava, kabin yapısındaki herhangi bir boşluk veya açıklıktan sürekli olarak dışarıya doğru itilir; bu da filtrelenmemiş dış havanın ve taşıdığı toz parçacıklarının boyama alanına girmesini önler.
Bu tasarım daha temiz ve kontrollü bir kaplama ortamı sağlar; yüksek yüzey kalitesi gerektiren uygulamalar için tercih edilen seçenektir. Dezavantajı ise hem besleme hem de egzoz fan gruplarına ek olarak daha gelişmiş hava dengeleme kontrollerine ihtiyaç duyulmasından kaynaklanan daha yüksek başlangıç yatırımıdır.
B) Negatif Basınçlı Kabinler
Negatif basınçlı kabin yalnızca egzoz fanları kullanır; bu fanlar havayı kabinden çekerek çevre ortamının biraz altında bir iç basınç oluşturur. Emilen havanın yerini doldurmak için taze hava, özel filtreli emme açıklıklarından girer. Kabin negatif basınç altında olduğundan yapıdaki istenmeyen boşluk veya açıklıklar filtrelenmemiş ortam havasını içeri çeker ve bu durum taze boyanmış yüzeylerde toz kirliliği riskini artırır.
Bu konfigürasyon kurulumu daha basit ve daha az maliyetli olmakla birlikte kabin muhafazasının durumu ve bütünlüğüne karşı daha duyarlıdır. En yüksek temizlik düzeyinin birincil gereksinim olmadığı kaplama operasyonları için pratik ve yaygın kullanılan bir çözüm olmaya devam etmektedir.
5) Kapalı Boya Kabinlerinde Hava İşleme Üniteleri (AHU)
Hava İşleme Üniteleri (AHU’lar), müşteri gereksinimlerine bağlı olarak boya kabinleri içindeki hava kalitesini, sıcaklığını ve nemini kontrol edecek şekilde donatılabilir. Temel amaçları stabil kaplama koşulları, tutarlı kuruma performansı ve optimum çalışma ortamı sağlamaktır. AHU üniteleri emme havasından önce konumlandırılır ve basınçlı boya kabini tipleri altında sınıflandırılır.
A) Isıtma Sistemleri
- Dış havayı ısıtma
- Sabit püskürtme sıcaklığını koruma
- Boya kuruma ve fırınlama sürecini hızlandırma
- Soğuk havalarda stabil çalışmayı sağlama
Nasıl Çalışır
Taze dış hava emilerek ısıtma ünitesinden geçerken ısıtılır ve ardından emme filtreleri aracılığıyla boya kabinine verilir.
Boya kabini ısıtma sistemleri genel olarak aşağıdaki yöntemlerden biriyle çalışır:
Isıtma Enerji Sistemleri
a1) Direkt Gaz Brülör Sistemi
Direkt gaz brülör sisteminde doğal gaz veya LPG, boya kabinine giren hava akışının içinde doğrudan yakılır. Alev, hava brülör odasından geçerken onu ısıtır ve elde edilen sıcak hava doğrudan kabine verilir. Aracı ısı transferi adımı olmadığından en yüksek termal verimlilik yöntemlerinden biridir.
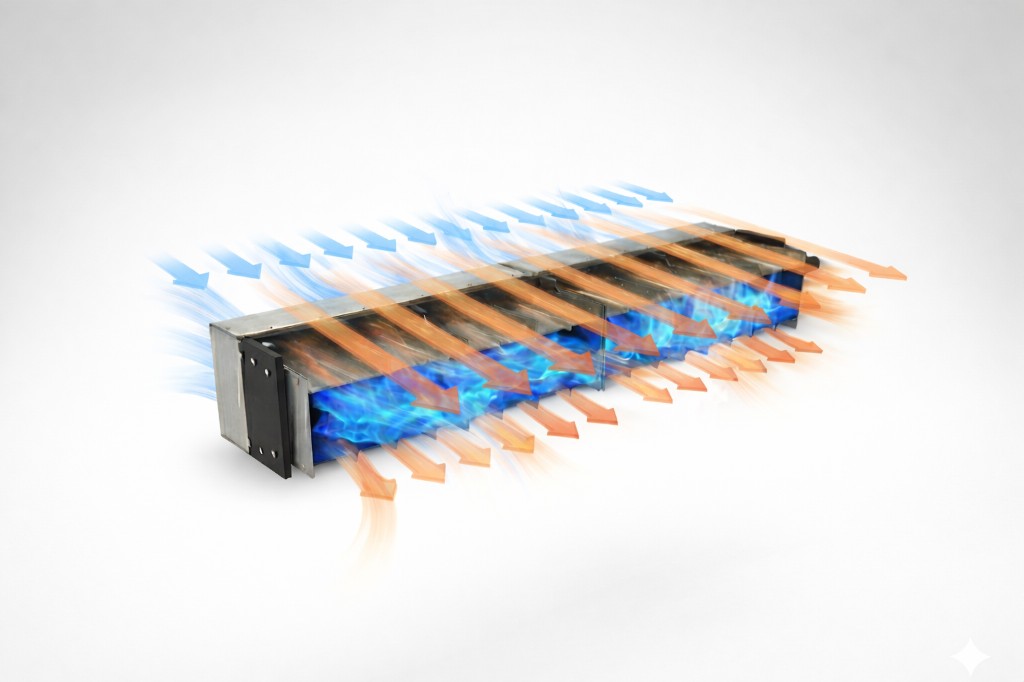
- Doğal gaz veya LPG hava akışı içinde doğrudan yakılır
- Isıtılmış hava doğrudan kabine verilir
- Yüksek termal verimlilik
a2) İndirekt Gaz Isıtma Sistemi
İndirekt gaz ısıtma sistemi, gazı ayrı ve kapalı bir odada yakar. Üretilen ısı, bir ısı eşanjörü aracılığıyla gelen havaya aktarılır; böylece yanma egzoz gazları kabine giren proses havası ile hiçbir zaman temas etmez. Bu, hava akışının temiz ve yanma yan ürünlerinden arındırılmış kalmasını sağlar.
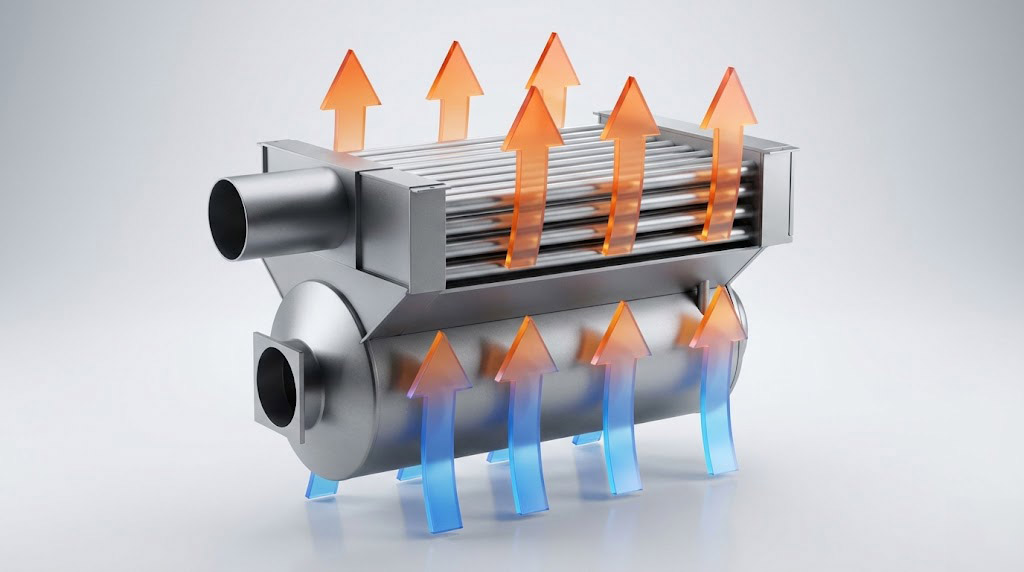
- Yanma ayrı bir odada gerçekleşir
- Isı bir eşanjör aracılığıyla aktarılır
- Egzoz gazları proses havası ile temas etmez
- Kabine daha temiz hava akışı sağlar
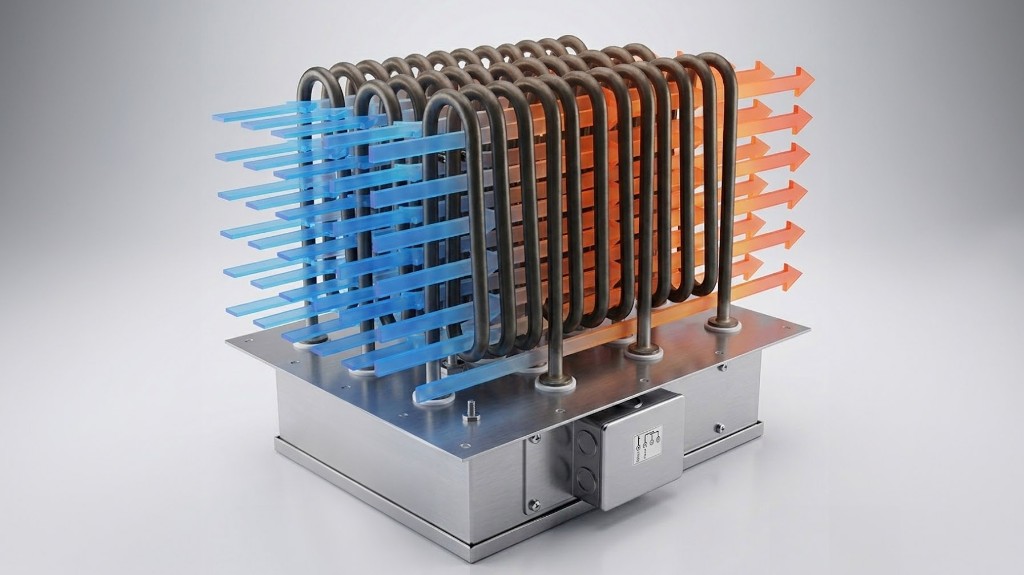
b) Elektrikli Isıtma Sistemi
Elektrikli ısıtma sistemleri, gelen havayı ısıtmak için elektrik direnç ısıtıcıları kullanır. Yanma işlemi yoktur; bu da kurulumu basitleştirir ve gaz altyapısı ihtiyacını ortadan kaldırır. Elektrikli ısıtma özellikle küçük kurulumlar veya gaz tedarikinin mevcut olmadığı konumlar için pratik bir seçenektir.
- Elektrik direnç ısıtıcıları havayı ısıtır
- Yanma veya gaz tesisatı gerekmez
- Basit kurulum ve düşük bakım
c) Sıcak Su ve Buharlı Isı Eşanjörü Sistemleri
Sıcak su ve buharlı ısı eşanjörü sistemleri, merkezi bir kazan veya bölgesel ısıtma ağından gelen sıcak su veya buharı taşıyan bir serpantin veya ısı eşanjörü üzerinden geçirerek gelen havayı dolaylı yoldan ısıtır. Yanma veya ısı üretimi uzaktan gerçekleşir; yalnızca ısıtılmış ortam boya kabini ünitesine dolaşıma sokulur.
- Kabin içinde veya yakınında yanma olmaksızın temiz ve güvenli ısıtma
- Merkezi kazan sistemine sahip tesisler için idealdir
- Tutarlı ve stabil ısı çıkışı
B) Soğutma Sistemleri
Soğutma sistemlerinin amacı, yaz koşullarında veya sıcak iklimlerde aşırı ısınmayı önlemek, boya viskozitesini stabilize etmek için sabit sıcaklığı korumak ve operatör konforunu artırmaktır. Soğutma genellikle AHU tertibatına entegre soğutmalı su serpantinleri veya doğrudan genişleme (DX) soğutma üniteleri aracılığıyla sağlanır.
- Yüksek ortam sıcaklığındaki ortamlarda aşırı ısınmayı önler
- Tutarlı uygulama sonuçları için boya viskozitesini sabit tutar
- Yaz çalışması sırasında operatör çalışma koşullarını iyileştirir
C) Nemlendirme Sistemleri
Nemlendirme sistemleri boya kabininde yüzey kalitesini, boya davranışını ve toz yönetimini doğrudan etkiler. Her iki uç da sorunludur: çok kuru hava, statik birikim, toz çekimi ve boyanın çok hızlı kabuk bağlamasına bağlı kuru spreye neden olur; çok nemli hava ise çözücü buharlaşmasını yavaşlatır, sarkmalar ve akıntı riskini artırır ve katmanlar arasında nem hapsolmasına yol açabilir. Su bazlı boyalar neme özellikle duyarlıdır; yüksek bağıl nem flaş-off’u önemli ölçüde geciktirir ve mötleme ile uzayan çevrim sürelerine neden olabilir.
- Taze boyanmış yüzeylerdeki statik elektrik birikimini ve havadaki toz çekimini azaltır
- Aşırı kuru havadan kaynaklanan kuru spreyi ve zayıf seviyelendirmeyi önler
- Su bazlı boya hatları için kritiktir; bu hatlarda sıkı nem kontrolü genellikle boya tedarikçisi veya OEM spesifikasyonları tarafından zorunlu kılınır
- Özellikle iç mekan neminin önemli ölçüde düştüğü kış ısıtma dönemlerinde mevsimsel kaplama kalitesi değişkenliğini giderir
6) Kapalı Boya Kabinlerinde Otomasyon ve Kontrol Sistemleri
Kapalı boya kabinlerindeki otomasyon ve kontrol sistemleri, proses stabilitesi, güvenlik, enerji verimliliği ve tutarlı kaplama kalitesi sağlamak amacıyla tasarlanmıştır. Bu sistemler, hassas çevresel ve operasyonel koşulları korumak için mekanik bileşenleri, sensörleri ve programlanabilir lojik kontrolörleri (PLC) entegre eder. Gelişmiş sistemler müşteri taleplerine göre SCADA ve ek özellikler içerebilir. İşte özelliklere genel bir bakış.
Temel Otomasyon Bileşenleri
PLC (Programlanabilir Lojik Kontrolör)
PLC, merkezi kontrol birimi olarak görev yapar. Sistem girişlerini izler ve programlı lojik doğrultusunda fanlar, brülörler, damperler ve ısıtma elemanları gibi çıkışları kontrol eder.
Sensörler
- Sıcaklık sensörleri
- Nem sensörleri
- Basınç sensörleri
- Hava akışı şalterleri (Damperler)
- Gaz algılama sensörleri (İsteğe bağlı)
Bu sensörler kapalı döngü kontrolü için gerçek zamanlı veri sağlar.
Hava Akışı ve Basınç Kontrolü
Otomasyon sistemleri şunları düzenler:
- Besleme fan hızı (VFD aracılığıyla)
- Egzoz fan hızı
- Damper konumları
Bu sayede şunlar sağlanır:
- Dengeli hava akışı
- Kabin içinde kontrollü pozitif basınç
- Toz girişinin önlenmesi
Basınç sensörleri ve Otomatik Filtre Değişim Uyarısı Özelliği
Filtre doluluk düzeyini sürekli izlemek amacıyla diferansiyel basınç sensörleri kullanılır. Kuru filtre oversprey ve parçacıkları biriktirdikçe filtre boyunca basınç düşüşü artar. Basınç farkı belirli bir eşik değerine ulaştığında sistem, operatörü filtrenin değiştirilmesi gerektiği konusunda uyarı vererek bilgilendirir. Bu durum bozulan hava akışını, tutarsız kabin basıncını ve azalan yakalama verimliliğini önler; bunların tümü yüzey kalitesini doğrudan etkiler.
Operasyonel Modlar
Otomasyon, farklı önceden tanımlanmış modları mümkün kılar:
Boya Uygulama Modu
- Düşük sıcaklık
- Dengeli hava akışı
- Yüksek filtrasyon verimliliği
Fırınlama Modu
Fırınlama modu yalnızca ısıtma ünitesiyle donatılmış kabinlerde kullanılabilir.
- Yüksek sıcaklık
- Geri dönüştürülmüş hava akışı
- Enerji verimliliği için azaltılmış taze hava girişi
Enerji Verimliliği Özellikleri
Modern otomasyon sistemleri şunları içerir:
- Değişken Frekanslı Sürücüler (VFD)
- Hava geri dönüşüm kontrolü
- Oransal brülör kontrolü
- Isı geri kazanım sistemleri (Talebe göre eklenebilir)
Bunlar performansı korurken operasyonel enerji maliyetlerini azaltır.
7) Sonuç
Kapalı boya kabinleri, endüstriyel uygulamalarda kontrollü hava akışı, stabil çevresel koşullar ve tutarlı kaplama kalitesi sağlamak amacıyla tasarlanmış mühendislik sistemleridir. Uygun hava akışı konfigürasyonunun seçimi (Yatay Hava Akışlı, Yanlardan Emişli veya Zeminden Emişli (Dikey Hava Akışlı)) yüzey kalitesini, kirlilik kontrolünü ve operasyonel verimliliği doğrudan etkiler.
Entegre parça taşıma sistemleri, gelişmiş Hava İşleme Üniteleri (AHU) ve PLC tabanlı otomasyon desteğiyle kapalı boya kabinleri, tüm operasyonel modlar boyunca hassas sıcaklık, basınç ve nem yönetimi sağlar. Bu entegre yaklaşım ürün kalitesini artırır, iş güvenliğini iyileştirir ve enerji tüketimini optimize eder.
Modern endüstriyel ortamlarda kapalı boya kabinleri yalnızca boyama muhafazaları olarak değil, güvenilirlik, tekrarlanabilirlik ve uzun vadeli üretim verimliliği sunan tam kontrollü proses sistemleri olarak işlev görür.